品牌君航
是否加工是的
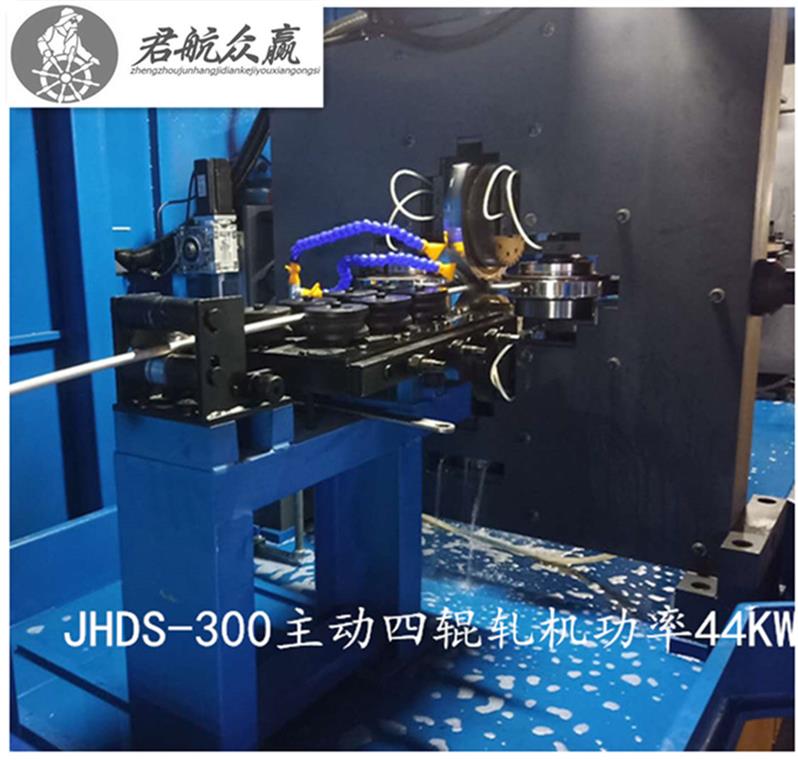
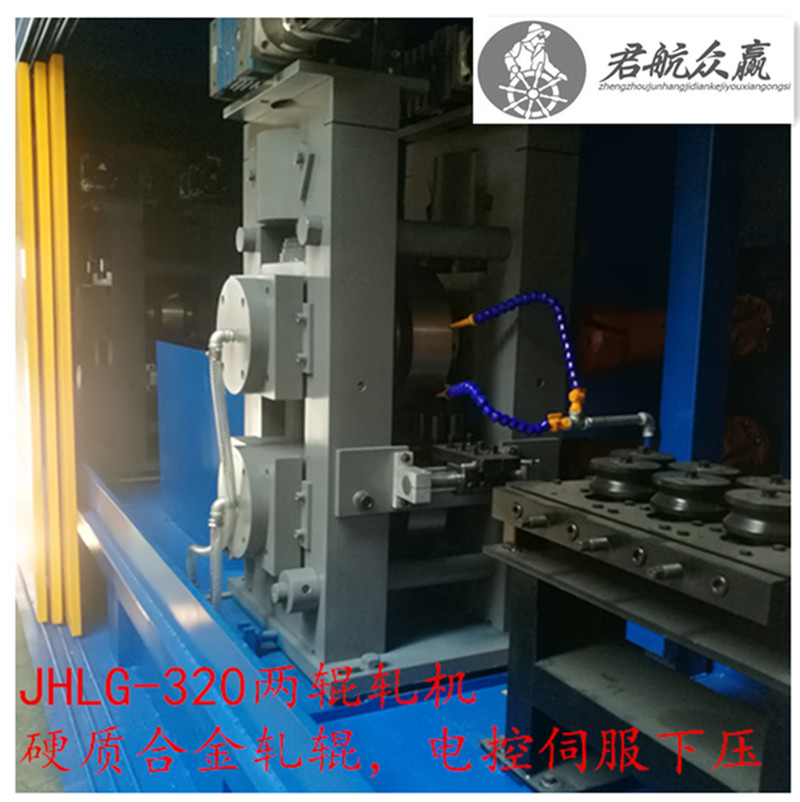
种类二辊轧机、三辊轧机、四辊轧机、六辊轧机
轧辊辊套材料YG8\YG15
重量按工艺设计
轧辊直径75-350
功率3KW-120KW
调速方式汇川变频
轧制精度±0.005mm
轧制速度0-90米/分钟
2001年公司开发的高强度合金钢线轧制设备所生产的活塞环丝联轧机轧制精度达到±0.002mm,直线度达到每米0.2mm,处于国内良好。
精密轧机轴承故障的防范对策
1、轴承装配过程中的防范对策
轴承的安装一般分为压入安装和热装两个部分,压入安装一般利用压力机或者人力进行,由于装配技法不到位可能造成轴承轴辊等部位受损,因而在安装时要注意安装力度, 比如四列圆锥滚子轴承的安装过程中,需要首先将轴承步入轴承箱,然后再将轴承箱植入轴颈中。四列圆锥滚子轴承外圈与轴承箱孔亦采用动配合,先将外圈 A 装入轴承箱。同时保证出厂时轴承内外圈以及隔圈都印有字符符号,保证装入曲轴箱的次序,防止轴承游隙的改变。
热装环节一般针对大型轴承而言,由于一般的机械很难产生巨大的推力将轴承压入大型轧机中,因而采用在油中将轴承加热,使其膨胀之后再装入轴上。在使用这种方法时要注意轴承加热的温度一般为 100℃,装配时需要将轴承吊起来进行,安装完毕后还要避免轴承的热胀冷缩对使用的影响,使用轴螺母使之紧固。
2、检查轴承
为了保证轴承装配的质量,需要对轴承进行检查,该检查过程分为装配前的检查、运行中的检查、静止状态的检查、拆后检查等多个环节。
1)在轴承装配前需要对轴承各部分的规格和尺寸进行严格检查,按照相应轧机的正确装配过程对其进行良好的装配, 务必要核对重点器件的尺寸,比如要保证轴承游隙和定位轴承游隙在合理安全的范围内。
2)在运行过程中,也需要通过的听检设备,对运行中的轴承进行听检,这一检查过程重点对轴承内部运作情况进行检视,需要使用的检测仪进行,提前预防潜在故障的发生。
3)在轴承运转停止后,要及时对轴承相关部件进行检查, 对轴承关键部位有无松动进行检测,以防止污染物对轴承本体的污染,造成轴承过度运转以及损坏。在静止检查过程中, 需要对损伤的轴承进行更换,以免造成更为严重的机械损伤, 使得轴承面临更大风险。
4)轴承安装完毕后,还要对轴承进行进一步的安装校验, 确保其安装不存在纰漏。具体的校验步骤为工人用手旋转轴承,进行听检校验,检查是否存在压痕异响或异物异响。排除压痕异响和异物异响之后,还需要进行动力运转检验,检验在没有负荷作用到有负荷作用,并在慢慢提速的过程中, 是否会存在润滑油泄露的情况,如果出现问题应该及时进行检修。
以上轴承检查环节基本做到了对不同运行状态下轴承健康状况的全面掌握,通过检查也可看出轧机轴承的故障多发且在实际检修过程中存在较大的安全疏漏,只有更加全面细致地完善轧机轴承的检修与保养,才能保证轧机在实际使用过程中尽可能少出现故障。

当前的辊清洁装置轧机,可防止由于铁屑引起的工作环境恶化,在不同领域的生产过程中,由于轧机运行过程中的恶劣环境,在工作过程中,水冷层压板在运行过程中会迅速使钢坯雾化,高冲击力导致辊架的不同程度的腐蚀和磨损,**过了处理现象的极限,影响板的形状,这对产品质量有重大影响,在设备出现故障时,如何进行修复使用?
目前对流水线的物料,进行完整的和自动轧制的控制,提高了产品质量和产品竞争力,宽度控制和粗坯中间板的头尾形状的控制提高了宽度控制的精度,对中间带材厚度进行的精密控制,偏差较小,能够适应高强度品种的生产和新产品的开发,大多数冷轧制电弧由普通钢铸铁制成,在长期使用期间,窗户的表面容易腐蚀和磨损,从而导致工作条件的恶化,使用一段时间后,电弧表面会受到腐蚀和磨损。
该轧机不仅可以连续展开坯料,提高坯料坯料的效率,而且还可以从中间滚动到两侧,同时展开两个坯料并将物料从中间延伸到中间两侧,有效减少材料浪费并可靠地保证毛坯的一致性,从而使后续加工顺利进行,考虑到冷轧机对刚度的敏感性,多次加工可能会对电弧的强度和刚度产生不利影响。
现在用于高分子化合物,解决磨损问题,新式轧机具有同步定心,垂直中心线不移位,框架强度高,安装调试简单等优点,可用于大规模的交叉滚子成型,中小件,而且它可以长时间运行而不会掉落,产品本身具有较高的抗压强度,*特的聚合物结构使材料具有良好的抗冲击性,该产品具有良好的性能以及耐腐蚀性。
精密轧机故障维修介绍:
由于轧机工作时环境恶劣,在工作过程中,轧制冷却水遇到红灼的钢坯迅速雾化,夹带着从钢坯表面脱落的氧化铁粉末向四周喷射,轧辊通过轴承座对机架牌坊造成较大的冲击,使轧机机架牌坊内侧窗口面、机架牌坊底面等均出现不同程度的腐蚀磨损, 使轧机机架与轧辊轴承座间隙难以有效控制管理,时常出现轧机机架与轧辊轴承座间隙**过管理极限值现象。轧机牌坊间隙恶化了轧机主传动系统的工作条件,使主传动振动冲击大,钢锭咬入时容易发生打滑,影响到板形的控制,对产品质量造成很大影响。
绝大部分轧机牌坊材质为普通铸钢件,在长期服役中窗口表面易受到腐蚀磨损的作用而造成工作条件恶化。通常采用在线机加工的方法对牌坊进行修复,即通过机械加工去除材料,清除牌坊表面受损层找平接触面,扩大的尺寸通过增加衬板厚度来补偿。这种修复方式操作简单方便,但未改变牌坊面的性质,使用一段时间后牌坊表面又会受到腐蚀磨损而失效,而且多次机加工将会对牌坊的强度和刚度产生不利影响。考虑到轧机对刚度的敏感性,可供加工的余量不多,该修复方法只能是权宜之计。采用手工电弧焊可恢复机加工后去除材料扩大的尺寸,但在这样的刚性结构上进行大面积电弧堆焊,可能造成牌坊结构的变形。如果结构发生扭曲,失稳变形这将是致命的,无法再进行矫正,这是工厂生产中决不允许发生的事情。因此该修复方法将带来较大的风险,一般不予采用。
时至今日可采用高分子复合材料来解决轧机牌坊磨损。高分子复合修复材料具备优越的粘着力,可以牢固附着在金属基材表面,长期工作而不会脱落;产品自身具有较高的抗压强度,即使在高达1900吨的轧制力作用下,材料也不会损坏;*特的高分子结构赋予材料良好的抗冲击性能,可以吸收轴承座对牌坊的冲击,避免了磨损的产生;同时产品具有良好的耐腐蚀性能,可使牌坊表面免受冷却水的侵蚀。采用材料修复轧机牌坊磨损,不用去除材料,不影响牌坊整体强度和刚度,更无补焊热应力造成的变形,为企业很好的解决了多年无法解决的问题。
精密轧机轧辊轴承要格外思考的首要运用条件有:
①转速:这儿不光要思考转速,有时转速慢也是个疑问,转速慢不简略构成光滑油膜;
②受力大:而且多列翻滚体受力不均,有时乃至某些列不受力;
③内外圈偏疼:这首要体如今轴承游隙上,它直接影响轧制板带材的精度;
④轴向力:关于轧机用四列圆柱滚子轴承,因为其不能接受轴向力,应别的思考;
⑤高温:这是一个也许致使光滑不良的要素。
焦作君航机电科技有限公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户高度认可。欢迎广大客户来电咨询!
http://zzyh0371.cn.b2b168.com










