品牌君航
是否加工是的
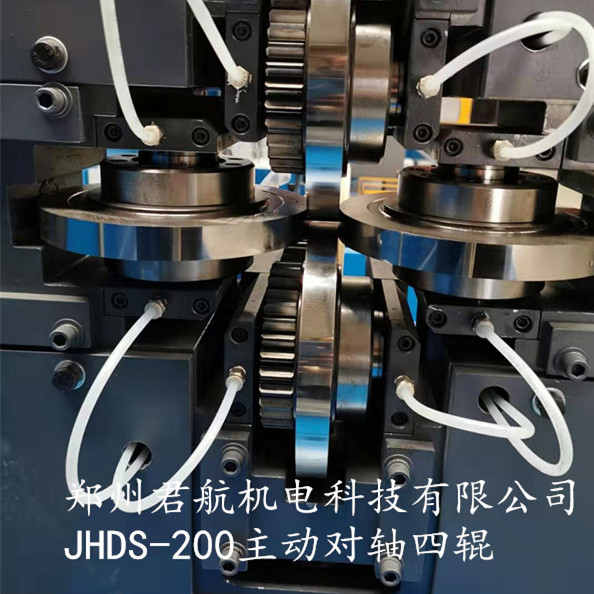
种类二辊轧机、三辊轧机、四辊轧机、六辊轧机
轧辊辊套材料YG8\YG15
重量按工艺设计
轧辊直径75-350
功率3KW-120KW
调速方式汇川变频
轧制精度±0.005mm
轧制速度0-90米/分钟
焦作君航机电科技有限公司成立于2012年03月02日,注册地位于焦作高新区樱花街5号7层715-1号,法定代表人为李亚。经营范围包括销售、安装:机械电子产品、线材设备、环保设备、机械设备;销售:电子产品原材料;机械设备的设计与技术服务。
精密轧机常见问题及处理方法:
异常现象:轧机振动、打滑
产生原因:
1、轧机辊系,电机故障
2、摩擦力变化
3、润滑过量
排除方法:
1、检查辊系传动系统、电机系统。
2、检查乳化液浓度、皂化值(杂油含量)
3、检查轧辊表面精糙度
4、控制加工率
5、检查原材料表面状况
异常现象:板面油污、划痕、粘板、粘辊、爆辊
产生原因:
1、润滑不足
2、轧辊局部划伤、起毛或异物进入
3、轧辊疲劳或未预热
4、乳化液温度过高局部发热
5、板型不良,局部应力过大
排除方法:
1、检查乳化液浓度、皂化值、PH值、铁质、灰份含量和温度
2、检查或更换轧辊、排除异物。
3、预热轧辊、定量更换
4、检查乳化液喷嘴,压力
5、控制板型
异常现象:板型不良(中浪)
产生原因:
1、冷却不足
2、辊型设计不佳、串辊不佳
3、轧制力太小
排除方法:
1、检查乳化液温度和冷却效果
2、辊型设计适量减小串辊拉出
3、增加轧制力
异常现象:板型不良(肋浪)
产生原因:
1、冷却不均匀,局部发热
2、辊型设计不佳、串辊不佳
3、轧制力太小、张力太小
排除方法:
1、检查乳化液喷咀、压力等
2、辊型设计适量减小串辊拉出
3、增加轧制力、增加张力
异常现象:板型不良(边浪)
产生原因:
1、辊型设计不佳、串辊不佳
2、轧制力太大,速度太慢
3、冷却过量
排除方法:
1、辊型设计适量加大串辊推进
2、轧制力减小,速度升高
3、检查乳化液温度
异常现象:板型不良(肋浪+边浪)
产生原因:
1、带材跑偏
2、轧辊局部发热
3、压力偏差太大
排除方法:
1、矫正带材中心
2、检查乳化液冷却效果
3、检查轧辊表面或更换轧辊
4、调整压力偏差

精密轧机的结构型式和性能主要决定于轧辊的布置形式和主机座的布置形式。
1. 二辊轧机: 结构简单、用途广泛。它分为可逆式和不可逆式。前者有初轧机、轨梁轧机、中厚板轧机等。不可逆式有钢坯连轧机、叠轧薄板轧机、薄板或带钢冷轧机、平整机等。80年代初的二辊轧机的辊径为0毫米,辊身长3500毫米,轧制速度3~7米/秒。
2. 三辊轧机: 轧件交替地从上下辊缝向左或向右轧制,一般用作型钢轧机和轨梁轧机。这种轧机已被二辊轧机所取代。
3. 劳特式三辊轧机: 上下辊传动,中间辊浮动,轧件从中辊的上面或下面交替通过。因中辊的直径小,可减少轧延力。常用于轧制轨梁、型钢、中厚板,也可用于小钢锭开坯。这种轧机渐为四辊轧机所取代。
4. 四辊轧机: 工作辊直径较小,传递轧制力矩,轧延压力由直径较大的支承辊承受。这种轧机的优点是相对刚度高、压下量大、轧延力小,可轧制较薄的板材。有可逆和连轧两种,广泛用作中厚板轧机、板带热轧或冷轧机以及平整机等。
5. 五辊轧机: 五辊轧机有两种:一种是C-B-S(接触-弯曲-拉直)轧机,它是一种带有使轧件弯曲的小直径(为工作辊的1/20)空转辊的四辊轧机,其压下量比通常的四辊轧机大许多倍。轧件围绕小空转辊发生塑性弯曲变形,可轧制难变形的金属和合金带材。另一种是泰勒轧机,中间小辊的位置可沿轧机或出口方向调节,以保持轧件正确的厚度,用来轧制厚度公差很小的不锈钢、碳钢和有色金属带材。
6. HC轧机: 高性能的、可控制辊型凸度的轧机。相当于在四辊轧机的工作辊与支承辊之间增设一对可轴向移动的中间辊,并将两中间辊辊身的相应端部分别调整到与带钢两边缘对应的位置,以提高压力分布和工作辊弹性压扁的均匀性,保证带钢的尺寸精度并可减少其边缘的**薄量和开裂等缺陷。HC轧机宜用作冷轧宽带钢。
7. 偏八辊轧机: 它是四辊轧机的变型。工作辊直径为支承辊的1/6,且作相对的偏移,以防止工作辊的水平弯曲,轧制力比四辊轧机小一半。工作辊的稳定性好、水平刚度高,可用以轧制须用二十辊轧机轧制的部分产品。它的结构及其调整却比二十辊轧机简单得多。这种轧机可改装为二、四、八、十六辊几种型式,适宜多品种的需要,因而又称多用途轧机。它有可逆和连轧两种,用于冷轧难变形钢、硅钢和有色金属带材。
8. 六辊轧机: 由一对工作辊和两对支承辊组成,有较稳定的辊系。但它的刚性与四辊轧机相仿,且操作不便,因而应用不广,一般用于轧制高精度海底电缆的铜带。
9. 多辊轧机: 有十二辊、二十辊和三十六辊 3种型式。轧机中部一对直径小的轧辊是工作辊,其余均为支承辊。它具有相对刚度高、压下量大、轧延力小、可轧较薄的带材等优点。初期的多辊轧机由工作辊传动,后来用中间支承辊传动。可轧制宽 200~1000毫米,厚0.02~0.0015毫米的箔材。
10. 行星轧机: 两个大直径支承辊带动两组行星辊系,板坯或扁锭一次通过即可热轧成薄带,压下率达90~95%。若在前道工序配以连铸机,后道工序配以平整机则可简化热轧带钢的生产工艺。大型行星轧机的辊身长度可达1450毫米。
11. 轧机: 由一组成对的水平辊和立辊组成,所有轧辊都由动力传动。用于轧制板坯或扁钢。
12. 钢梁轧机: 结构与轧机相似,唯有立辊与水平辊的轴线置于同一垂直平面内,而且立辊是从动的。适于轧制高度为300~1200毫米的宽缘钢梁。
13. 盘式穿孔机: 轧件轴线低于圆盘轴线,圆盘旋转时使轧件**着芯棒螺旋前进,将实心的圆钢**轧成空心的毛坯管,适用于轧制60~的无缝钢管。另有一种斜轧式穿孔机,其鼓形的轧辊斜交并旋转,工作原理与盘式穿孔机相似,适于轧制60~650的无缝钢管(图7)。斜轧穿孔机与图7中的自动轧管机、均整轧机、定径(减径)机和斜辊矫直机配套为无缝钢管热轧机组。
14. 轮箍轧机: 由一对立辊轧延轮箍的内外圆,一对斜置的锥形辊轧延轮箍的两端面。用于轧制车轮或滚动轴承的内环和外环。
15. 圆球轧机: 由一对斜交的带螺旋半圆槽的轧辊,棒料在旋转的轧辊间螺旋前进而被轧成圆球,可轧制直径60~650毫米的圆球。

轧辊轴承的作业环境
轧辊轴承是用来支撑轧辊的,与一般用途的轴承相比较,轧辊轴承有以下:
承受很高的单位压力
因为轴承座外形尺度受到限制,不能大于辊身小直径,且辊颈长度又较短,所以轴承上单位载荷大。一般轧辊轴承的单位压力可高达2000-4800Mpa,为一般轴承的2-5倍,而且pv值(单位压力和线速度的乘积)是一般轴承的3-20倍。
作业速度差别大
不同的轧机有不同的作业速度要求,其速度差别还是很大的,例如,现代化的六机架冷铸连轧机出口速度已达42m/s,高速线材轧机出口速度达到100m/s,而有的低速轧机速度只有0.2m/s。显然,不同速度的轧机应采用不同类型的轴承。
作业条件恶劣
热轧时轧辊要经水冷却,有些脏污水、氧化铁屑等易于浸入轴承。冷轧机选用工艺光滑剂(乳化液等)来光滑冷却轧辊与轧件的材质、其光滑剂是不能与轴承乳化液相混合的。这样就对轴承的密封提出较高的要求。
因此,对轧辊轴承的要求是较大的承载能力、冲击系数小、耐冲击力,并在不同速度下作业;在结构上,要求径向尺度应尽可能小(以便选用较大的辊颈直径),有优异的光滑和冷却条件。必要时,需从轧机上拆下轧辊轴承进行检测并养护,从而得到化的轧辊轴承使用寿命。轴承维护与保养的频率应视轧机工作情况而调整,首要是根据作业状况而定。一般的维护频率为满负荷轴承工作每隔三个月实施检查一次,大多数轧机每隔六个月维护一次,轻负荷的工作轧机每隔十二个月维护一次。
轧辊轴承在初期工作1000h后应予以分别查看。在维护过程中需完全清洗轴承,同时查看油封是否完好,如果失效,就应完全替换油封,假如没有发现反常,可延伸*2次查看时间,例如,每工作2000h后或更长时间,从轧机上拆下轴承和轴承座等组件,查看工作状况,并记载每次轴承在轧机的方位及承载区。
轧机四列圆柱滚子轴承重要性及安装使用注意事项:
①将轧机用四列圆柱滚子轴承与一般滚动轴承一视同仁,沒有分外的申请办理方法。
②随便切削滚动轴承内其他用户群体圆,毁坏轴承游隙。
③滚动轴承机器设备粗鲁粗狂、歪拉斜拽、粗鲁撬砸。
④光洁不标准,分外是有关稀油光洁方式,过光洁不容乐观。
⑤与轧辊、带座轴承随便匹配应用,侧隙精密度降低。
⑥滚动轴承保养不及时,应用方法不可当。
⑦新机器设备滚动轴承沒有的匹配方案及侧隙标准。
⑧滚动轴承进厂检查、检查不合理。
⑨机器设备**重不容乐观,滚动轴承寿限降。
焦作君航机电科技有限公司主要生产:埋弧焊丝放线架、矩形异形线材轧机、不锈钢弹簧钢丝扁丝轧机、精密轧机设备以及线材配件。
http://zzyh0371.cn.b2b168.com