品牌君航
是否加工是的
种类二辊轧机、三辊轧机、四辊轧机、六辊轧机
轧辊辊套材料YG8\YG15
重量按工艺设计
轧辊直径75-350
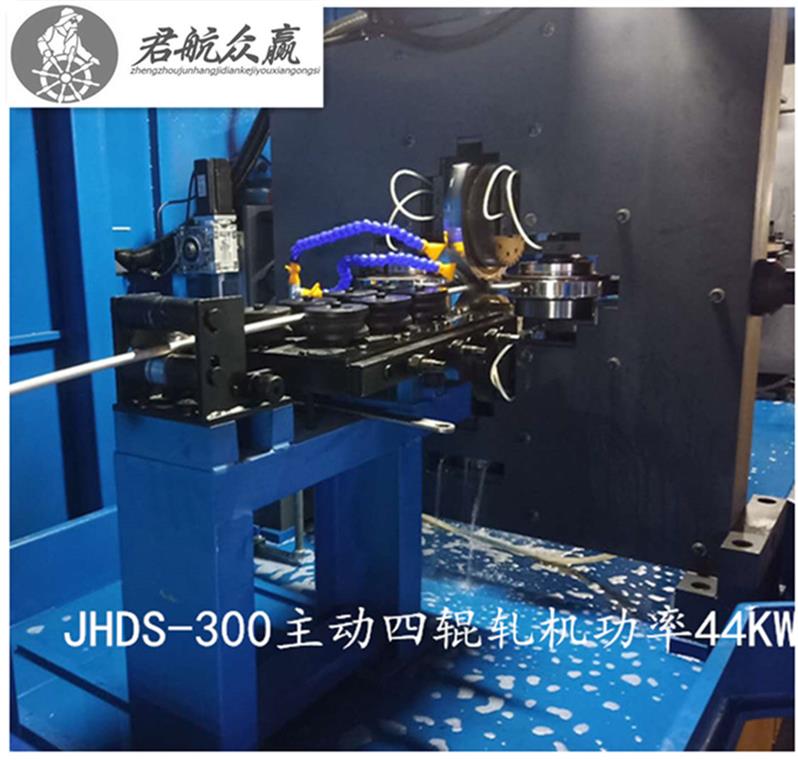
功率3KW-120KW
调速方式汇川变频
轧制精度±0.005mm
轧制速度0-90米/分钟
焦作君航机电科技有限公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户高度认可。其产品广泛应用汽车、航空航天、石油装备、矿产、、电子、等行业的金属线材、带材加工生产。
如何对轧机设备进行更好的控制使用?
实用的薄型轧机,可提高钢板光洁度的质量,它可以减少轴承的摩擦,提高其使用寿命,并有效地消散齿轮的热量,它还可以减轻保护外壳的重量,同时提高保护外壳的电阻和隔音效果,并提供更好的使用视角,在自动高精度冷轧厚度控制技术上,国外达到了很高的水平,如何对设备的使用进行控制呢?
如今国内在这方面取得了一定的成果,但是与发达国家相比仍然存在差距,因此专业设备制造厂家对油膜卷带厚度的影响进行了研究,根据油膜相对厚度的变化,研究了冷补偿控制轧机的相应方法,并对厚度补偿控制进行了理论研究,可以根据丝杠的实际压下量与所需的压下量之间的偏差,精确,有效地调节丝杆的一步压下,减少或消除滚子按下上辊来固定螺丝,减小或消除了上辊和下辊之间的间距的尺寸偏差。
目前,轧机的加工质量更好、并提高了性能,优等在研究过程中,首先提出了油膜厚度对冷轧厚度的影响,并调整了制造厂家轧机的修正公式,可以看到调整程度非常好,如今,可自动调节金属板进入轧制通道的方向,减少了劳力,回收冷却液以提高利用率,所有旋转轴都相同,并且所生产的金属板的平坦表面是紧密的。
润滑装置轧机配有防滑螺母,可提高装置的稳定性,并可在安装过程中调节装置的高度,避免不但影响润滑效果,还可以过滤润滑油,以防止杂质进入设备,降低事故发生率,并提供更好的使用前景,如今提供的轧机为人员使用到较大的测量空间,使人员可以准确地测量该空间,从而保证了防缠绕导板的精确定位。

轧辊轴承的安装与处理
轧辊轴承的储存保管
轴承内外圈组件要用塑料包裹,轴承的包装设计应满足轴承的防潮和防尘要求。为防止内外圈发生椭圆变形,应保持轧辊轴承水平放置,应将轴承储存在原包装箱内,并放在枯燥的场所。在尘埃,湿润环境中,不允许将轴承从包装中移出并放置在托盘上或敞开式货架上。所有的轴承安装部件应该清洁并处于良好状况,应该保持作业台、安装区清洁,不能在焊接区和机械加工设备旁安装轴承部件,防止碎屑和污物进入轴承。
轧辊轴承使用前后的处理
新轧辊运进厂时注意防止磕碰,经过检查及有关部门同意后,使用前对新轧辊编号,按照顺序安装,在头端装上轴承内套和密封端盖等零件。
通用的安装方法:将轴承内套用油或电加热器加热到%~200%,当内套胀大后趁热装到轧辊辊颈上。为了延迟疲劳损伤,防止作业中发生各种故障事端,就应及时查看,恰当保养。形成制度化,**轴承在使用期内,运转良好。
精密轧机轴承故障发生的原因
1、装配原因
轴承器械非常精密,装配工作需要非常严谨,如若装配过程疏忽,则有可能导致轴承座或压辊的装配区间发生偏移, 导致滚动圆柱进入轴承座时发生过磨,内滑道受损,运转时产生噪音或振动的情况。同时,装配不良也有可能导致轧机
两侧辊缝高度相差**过正常值,这将导致错辊的情况发生。同时,在装配过程中由于用力大小不一,轴承游隙产生变化, 继而使得轴承平均受力范围不均衡,致使轴承的抗磨系数降低,继而导致轴承故障率攀升,从而影响正常的职能工作效率降低轴承使用寿命。同时,轧机在装配过程中由于承载的压力有一定的限度,**过限度或轧机电流过载等造成的轧机压制压力突变导致的轴承负荷变化,也会导致轧机轴承在运转过程中出现故障。在实际生产过程中,有些企业片面追求生产效益,缺乏对设备装配过程中重要注意点的准确把握, 轴承元件的不契合,会强行轧制,造成轧制变形,这样在轴承实际运作过程中,就会造成局部压力过大导致轴承运转载荷受到冲击,损坏轴承 。
2、润滑系统故障
轧机轴承在运转的过程中需要保证有足够的润滑剂**其润滑,若润滑系统出现故障,造成润滑剂不足,则会导致轴承异响的发生。通常情况下,轧机的润滑系统在正常工作之前,首先要做一次全面的清理和排查,**整个系统的干净、清洁,**轴承中没有粉尘颗粒和其他杂质污物的侵蚀, **轴承运作过程中整个油路的畅通无阻,**润滑系统的正常运行,如做不到这一点,则有可能导致润滑系统的实效, 从而引发轴承故障。
3、人为原因
在轧机轴承故障中,人为因素也不容忽视。有些故障若人力及时清查、谨慎操作,完全可以避免,但却因为操作或排查人员的大意、不谨慎,而造成了轴承或相关联设备元件的故障。其根本原因在于工作人员工作不严谨,在需要认真看护并经常检修的发电设备中未能及时进行维护和保养, 在使用过程中不注意操作规程,对于轧机的具体操作规程了解不详细全面就开始实际操作,因而在实际生产的过程中导致轧机轴承的故障率上升,影响到正常的生产。

精密轧机轴承故障的防范对策
1、轴承装配过程中的防范对策
轴承的安装一般分为压入安装和热装两个部分,压入安装一般利用压力机或者人力进行,由于装配技法不到位可能造成轴承轴辊等部位受损,因而在安装时要注意安装力度, 比如四列圆锥滚子轴承的安装过程中,需要首先将轴承步入轴承箱,然后再将轴承箱植入轴颈中。四列圆锥滚子轴承外圈与轴承箱孔亦采用动配合,先将外圈 A 装入轴承箱。同时保证出厂时轴承内外圈以及隔圈都印有字符符号,保证装入曲轴箱的次序,防止轴承游隙的改变。
热装环节一般针对大型轴承而言,由于一般的机械很难产生巨大的推力将轴承压入大型轧机中,因而采用在油中将轴承加热,使其膨胀之后再装入轴上。在使用这种方法时要注意轴承加热的温度一般为 100℃,装配时需要将轴承吊起来进行,安装完毕后还要避免轴承的热胀冷缩对使用的影响,使用轴螺母使之紧固。
2、检查轴承
为了保证轴承装配的质量,需要对轴承进行检查,该检查过程分为装配前的检查、运行中的检查、静止状态的检查、拆后检查等多个环节。
1)在轴承装配前需要对轴承各部分的规格和尺寸进行严格检查,按照相应轧机的正确装配过程对其进行良好的装配, 务必要核对重点器件的尺寸,比如要保证轴承游隙和定位轴承游隙在合理安全的范围内。
2)在运行过程中,也需要通过专业的听检设备,对运行中的轴承进行听检,这一检查过程重点对轴承内部运作情况进行检视,需要使用专业的检测仪进行,提前预防潜在故障的发生。
3)在轴承运转停止后,要及时对轴承相关部件进行检查, 对轴承关键部位有无松动进行检测,以防止污染物对轴承本体的污染,造成轴承过度运转以及损坏。在静止检查过程中, 需要对损伤的轴承进行更换,以免造成更为严重的机械损伤, 使得轴承面临更大风险。
4)轴承安装完毕后,还要对轴承进行进一步的安装校验, 确保其安装不存在纰漏。具体的校验步骤为工人用手旋转轴承,进行听检校验,检查是否存在压痕异响或异物异响。排除压痕异响和异物异响之后,还需要进行动力运转检验,检验在没有负荷作用到有负荷作用,并在慢慢提速的过程中, 是否会存在润滑油泄露的情况,如果出现问题应该及时进行检修。
以上轴承检查环节基本做到了对不同运行状态下轴承健康状况的全面掌握,通过检查也可看出轧机轴承的故障多发且在实际检修过程中存在较大的安全疏漏,只有更加全面细致地完善轧机轴承的检修与保养,才能保证轧机在实际使用过程中尽可能少出现故障。
焦作君航机电科技有限公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户高度认可。欢迎广大客户来电咨询!
http://zzyh0371.cn.b2b168.com