品牌君航
是否加工是的
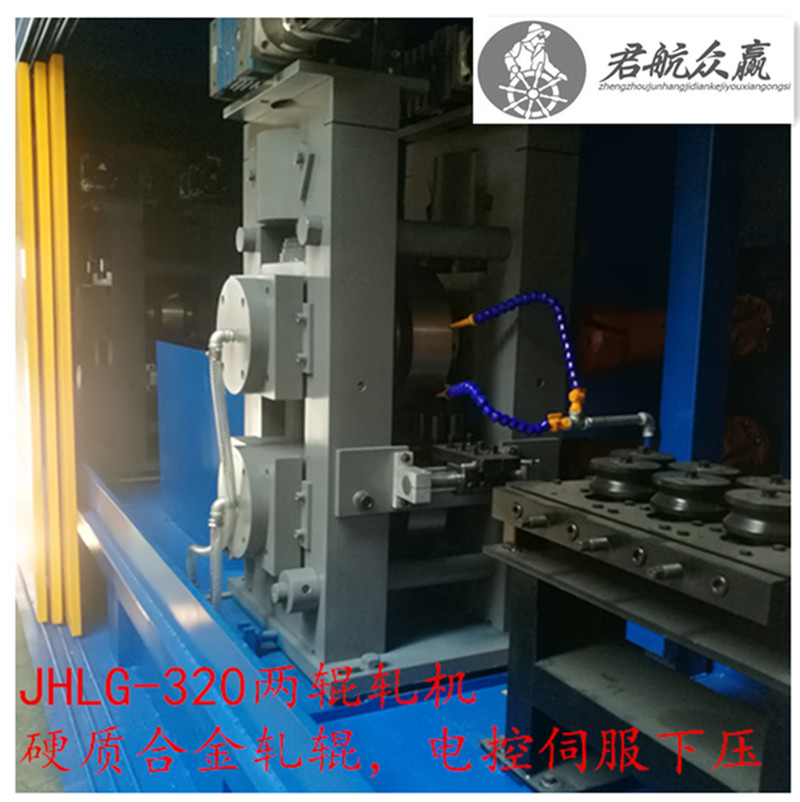
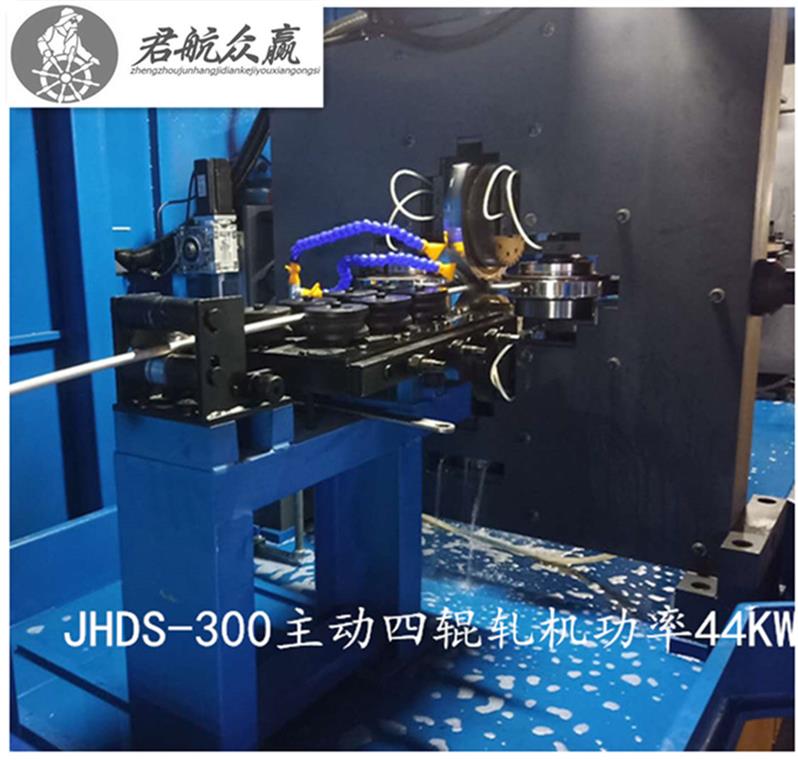
种类二辊轧机、三辊轧机、四辊轧机、六辊轧机
轧辊辊套材料YG8\YG15
重量按工艺设计
轧辊直径75-350
功率3KW-120KW
调速方式汇川变频
轧制精度±0.005mm
轧制速度0-90米/分钟
焦作君航机电科技有限公司位于华夏文明发祥地河南•焦作**产业开发区,公司主要生产:线材精密主动四辊轧机、精密两辊轧机、异型线材轧机、辊模双驱牵引拉拔机、校直机、空芯卷精密绕线机、工字轮精密绕线机、H型钢焊丝放线架等非标线材设备以及线材配件。
当前的辊清洁装置轧机,可防止由于铁屑引起的工作环境恶化,在不同领域的生产过程中,由于轧机运行过程中的恶劣环境,在工作过程中,水冷层压板在运行过程中会迅速使钢坯雾化,高冲击力导致辊架的不同程度的腐蚀和磨损,**过了处理现象的极限,影响板的形状,这对产品质量有重大影响,在设备出现故障时,如何进行修复使用?
目前对流水线的物料,进行完整的和自动轧制的控制,提高了产品质量和产品竞争力,宽度控制和粗坯中间板的头尾形状的控制提高了宽度控制的精度,对中间带材厚度进行的精密控制,偏差较小,能够适应高强度品种的生产和新产品的开发,大多数冷轧制电弧由普通钢铸铁制成,在长期使用期间,窗户的表面容易腐蚀和磨损,从而导致工作条件的恶化,使用一段时间后,电弧表面会受到腐蚀和磨损。
该轧机不仅可以连续展开坯料,提高坯料坯料的效率,而且还可以从中间滚动到两侧,同时展开两个坯料并将物料从中间延伸到中间两侧,有效减少材料浪费并可靠地保证毛坯的一致性,从而使后续加工顺利进行,考虑到冷轧机对刚度的敏感性,多次加工可能会对电弧的强度和刚度产生不利影响。
现在用于高分子化合物,解决磨损问题,新式轧机具有同步定心,垂直中心线不移位,框架强度高,安装调试简单等优点,可用于大规模的交叉滚子成型,中小件,而且它可以长时间运行而不会掉落,产品本身具有较高的抗压强度,特的聚合物结构使材料具有良好的抗冲击性,该产品具有良好的性能以及耐腐蚀性。
精密轧机轴承常见的故障类型
1.1、疲劳剥落
轧机轴承之所以易被损坏,主要是因为其使用环境较为复杂。引起轧机轴承故障的原因有很多,如机器元件的契合度缺失,润滑剂的更换不及时,空气中水分子的侵蚀生锈,空气中粉尘颗粒的污蛀等等。而**负荷的运转,导致轴承本身过热,也会对轴承本身职能效率造成影响,降低轴承的使用寿命。而疲劳剥落就是其中为典型的一种故障。简单而言,疲劳剥落的内在原因在于**负荷的职能工作,内外滚道或轴承圆柱的过力摩擦导致元件受损,致使内外滚道和轴承圆柱间存在间隙,而不及时处理,外部的作用力继续,则相应的间隙就会不断加大,后导致轴承大片剥落,这种现象产生的原因主要是器械过劳,导致轴承过热,如不及时处理, 脱落的轴承碎片进入到整个轧机内部,对轧机的其他元件造成撞击损伤,影响整个轧机的正常运行。
1.2、磨损
轧机轴承磨损是无法避免的一种故障情况,在轧机的实际使用过程中,空气中粉尘颗粒及其他污染物进入轴承内部, 吸取润滑剂中的液体,导致整个轴承的抗摩擦职能作用受到较大影响,随着摩擦力的,轴承的间隙就会慢慢加大, 间隙的,会导致滑道和轴承圆柱的表面粗糙度增加,使轴承运作过程中产生喘震反应。循环往复之下,轴承的内部间隙会不断增加,滑道和圆柱间会越来越粗糙,轴承的寿命也会随之降低,如不及时做好故障排查,清理异物或尘埃, 就会使轴承趋于报废。
1.3、塑性变形
当轴承受到不均衡的外力负荷或者元件的导热不均匀造成轴承元件过热,就会造成轴承元件受损,如滑道出现压痕, 轴承圆柱摩擦受损等,都会影响轴承的正常运行,导致轴承滑道内部的表面剥落。
轧机运行中加湿部件的总体设计:
目前,在高低压电机轧机系统软件的运行中,经常出现异常情况,这将对机械设备的安全运行构成安全隐患。关键是要抓住高低压进气系统失效的原因,规划柴油机进气系统的整体技术系统软件更新改造,根据应用规定、存在的问题和需要,减少停机时间和各项性能指标明确了进气系统滚压机及设备在生产加工中的关键驱动力,探讨了该机及设备薄弱环节的处理方法。
根据主柴油机总体设计的掌握和多功能特点,提出了主柴油机平稳运行的首要条件,并制定了相应的对策,以提高该机设备提升系统软件的运行特性。滚动轴承支承力是危及冷轧可靠性的关键参数。掌握分级动作和支护力调整标准。厚板的变形是针对声卡机架的,随着中间支撑指标的逐步提高,轧机的可靠性明显提高,轧机系统软件安全事故的发生频率明显降低。
了解了可逆式主电机失效的原因,结合电机滑环常见故障的解决情况,明确提出了转换精度的测量方法,改进了锚杆和原材料的使用方法,提高了集电环生产加工的精度。在集电环安装的整个过程中,改进后的模块在相同的旋转功率标准下,按照相同的基本原理,按轧机的辊距运行良好,建议对各处负荷进行调整,提出了单支承热轧机厚度的控制方法,使后两个辊力相当于辊缝咬合前辊缝中间的动态效应。
通过理论研究的紧密结合,制定并实施了滚动轴承修复方案,取得了良好的实际效果。现阶段生产的万向轴可考虑采用大扭矩轧机。现在,掌握了机械设备的特点和条件,更新了不锈钢板生产加工用轧机解决方案系统的软件,由于基本概念和核心技术与自动控制系统有关,适合软起动器的选用,整个系统软件更新改造实施过程及相关经济数据,实际应用效果**出了理想规定。

精密轧制工艺包括模具制作、棒料加热、精轧成型、精整矫直等工序。与现有的楔横轧粗轧技术相比,节材率提高10%以上,零件的综合机械性能提高5%以上。精密轧制轧出的成品,其公差带比国际标准的高精度公差小1/2左右,轧出的棒材、线材, 不需经过拉拔或切削,就可以直接进行磨削加工由于工序的省略,成材率提高, 从而降低成本因此, 精密轧制钢材的有求量逐年, 尤其对一些合金钢, 其原料成本高, 精密轧制就更具有其意义。
焦作君航机电科技有限公司主要生产:埋弧焊丝放线架、矩形异形线材轧机、不锈钢弹簧钢丝扁丝轧机、精密轧机设备以及线材配件。
http://zzyh0371.cn.b2b168.com










