品牌君航
是否加工是的
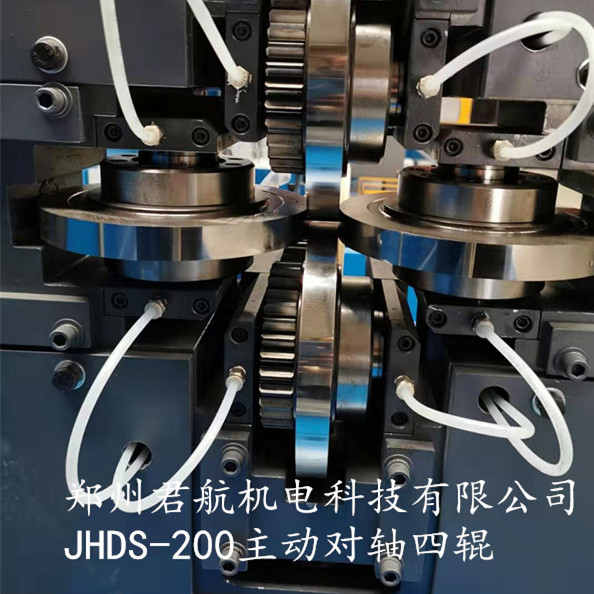
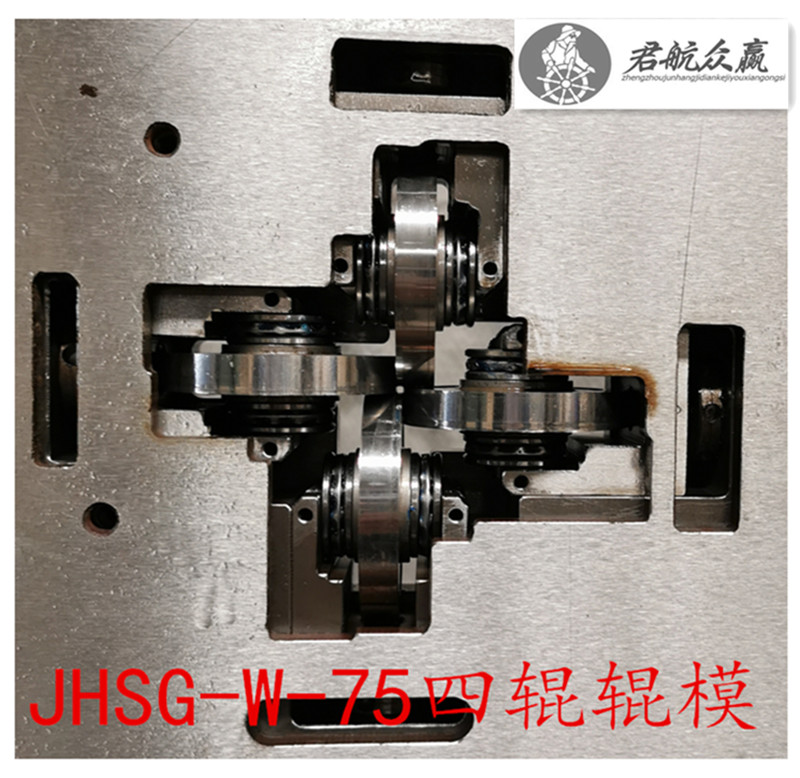
种类二辊轧机、三辊轧机、四辊轧机、六辊轧机
轧辊辊套材料YG8\YG15
重量按工艺设计
轧辊直径75-350
功率3KW-120KW
调速方式汇川变频
轧制精度±0.005mm
轧制速度0-90米/分钟
焦作君航机电科技有限公司历经数年努力,不断创新,所研制生产的不锈钢三角丝精密四辊四联轧、矩形弹簧钢丝五联轧、异型线材四联轧、矩型线三联轧+牵引等设备受到国内外客户高度认可。其产品广泛应用汽车、航空航天、石油装备、矿产、、电子、等行业的金属线材、带材加工生产。
精密轧机轴承常见的故障类型
1.1、疲劳剥落
轧机轴承之所以易被损坏,主要是因为其使用环境较为复杂。引起轧机轴承故障的原因有很多,如机器元件的契合度缺失,润滑剂的更换不及时,空气中水分子的侵蚀生锈,空气中粉尘颗粒的污蛀等等。而**负荷的运转,导致轴承本身过热,也会对轴承本身职能效率造成影响,降低轴承的使用寿命。而疲劳剥落就是其中为典型的一种故障。简单而言,疲劳剥落的内在原因在于**负荷的职能工作,内外滚道或轴承圆柱的过力摩擦导致元件受损,致使内外滚道和轴承圆柱间存在间隙,而不及时处理,外部的作用力继续,则相应的间隙就会不断加大,后导致轴承大片剥落,这种现象产生的原因主要是器械过劳,导致轴承过热,如不及时处理, 脱落的轴承碎片进入到整个轧机内部,对轧机的其他元件造成撞击损伤,影响整个轧机的正常运行。
1.2、磨损
轧机轴承磨损是无法避免的一种故障情况,在轧机的实际使用过程中,空气中粉尘颗粒及其他污染物进入轴承内部, 吸取润滑剂中的液体,导致整个轴承的抗摩擦职能作用受到较大影响,随着摩擦力的,轴承的间隙就会慢慢加大, 间隙的,会导致滑道和轴承圆柱的表面粗糙度增加,使轴承运作过程中产生喘震反应。循环往复之下,轴承的内部间隙会不断增加,滑道和圆柱间会越来越粗糙,轴承的寿命也会随之降低,如不及时做好故障排查,清理异物或尘埃, 就会使轴承趋于报废。
1.3、塑性变形
当轴承受到不均衡的外力负荷或者元件的导热不均匀造成轴承元件过热,就会造成轴承元件受损,如滑道出现压痕, 轴承圆柱摩擦受损等,都会影响轴承的正常运行,导致轴承滑道内部的表面剥落。
如何处理轧机应用中的具体问题?
目前,在带钢加工过程中,新的轧机设备是必不可少的组成部分。它的压路机可以提高钢带的主题活动性和冷轧辊的平整度,进而提高轧辊的使用效率,从而提高轧辊的使用寿命。但在具体应用中,压路机设备一般都装有恶性渗油和堵管补偿油。其机械配备目前,常见故障的原因与实际操作的基本原理紧密结合起来掌握。
由于轧辊径向连接的实际操作,根据轧辊的实际操作产生钢连接头进行维护,位置传感器安装在收卷辊上,准确测量出轧辊左右的实际操作情况,可以改善带钢的外观,当需要控制弯辊时,液压传动系统改变轧辊的工作压力,使正拉应变和正压强度的弯辊部分释放到实际工作辊和轧机的车削槽中,改变控制器的保持方式。
在移动电机轴的拆卸显示信息中,弯曲杆上的支承点环和滚柱的轴承端盖损坏严重,且厚度较薄,故对运行中的径向力进行冷轧方位钻孔,并与工作压力滚柱一起施加承受冷轧方位角时,径向切削速度对液压缸的损伤很大,根据现场应用发现,传动系统侧的连接缸为燕尾槽,与滚柱轴承座一起使用,使弯曲的发动机缸能减小使用工作压力辊时,径向钻削并释放较大的径向切削速度,在实际操作侧会降低弯辊的使用寿命。
当轧机辊不在零位时,机器设备侧面的锁不打开,机器设备不到位。在初步设计方案中,利用自动开关检查模块侧面的连接辊。由于更换辊和水蒸气的实际作用,自动开关基本上不可能检查辊的变化,由于自然环境和时间的限制,在运行过程中经常会因为辊在模块侧没有堵塞而产生。

轧机四列圆柱滚子轴承重要性及安装使用注意事项:
①将轧机用四列圆柱滚子轴承与一般滚动轴承一视同仁,沒有分外的申请办理方法。
②随便切削滚动轴承内其他用户群体圆,毁坏轴承游隙。
③滚动轴承机器设备粗鲁粗狂、歪拉斜拽、粗鲁撬砸。
④光洁不标准,分外是有关稀油光洁方式,过光洁不容乐观。
⑤与轧辊、带座轴承随便匹配应用,侧隙精密度降低。
⑥滚动轴承保养不及时,应用方法不可当。
⑦新机器设备滚动轴承沒有的匹配方案及侧隙标准。
⑧滚动轴承进厂检查、检查不合理。
⑨机器设备**重不容乐观,滚动轴承寿限降。

精密轧机轴承故障的防范对策
1、轴承装配过程中的防范对策
轴承的安装一般分为压入安装和热装两个部分,压入安装一般利用压力机或者人力进行,由于装配技法不到位可能造成轴承轴辊等部位受损,因而在安装时要注意安装力度, 比如四列圆锥滚子轴承的安装过程中,需要首先将轴承步入轴承箱,然后再将轴承箱植入轴颈中。四列圆锥滚子轴承外圈与轴承箱孔亦采用动配合,先将外圈 A 装入轴承箱。同时保证出厂时轴承内外圈以及隔圈都印有字符符号,保证装入曲轴箱的次序,防止轴承游隙的改变。
热装环节一般针对大型轴承而言,由于一般的机械很难产生巨大的推力将轴承压入大型轧机中,因而采用在油中将轴承加热,使其膨胀之后再装入轴上。在使用这种方法时要注意轴承加热的温度一般为 100℃,装配时需要将轴承吊起来进行,安装完毕后还要避免轴承的热胀冷缩对使用的影响,使用轴螺母使之紧固。
2、检查轴承
为了保证轴承装配的质量,需要对轴承进行检查,该检查过程分为装配前的检查、运行中的检查、静止状态的检查、拆后检查等多个环节。
1)在轴承装配前需要对轴承各部分的规格和尺寸进行严格检查,按照相应轧机的正确装配过程对其进行良好的装配, 务必要核对重点器件的尺寸,比如要保证轴承游隙和定位轴承游隙在合理安全的范围内。
2)在运行过程中,也需要通过的听检设备,对运行中的轴承进行听检,这一检查过程重点对轴承内部运作情况进行检视,需要使用的检测仪进行,提前预防潜在故障的发生。
3)在轴承运转停止后,要及时对轴承相关部件进行检查, 对轴承关键部位有无松动进行检测,以防止污染物对轴承本体的污染,造成轴承过度运转以及损坏。在静止检查过程中, 需要对损伤的轴承进行更换,以免造成更为严重的机械损伤, 使得轴承面临更大风险。
4)轴承安装完毕后,还要对轴承进行进一步的安装校验, 确保其安装不存在纰漏。具体的校验步骤为工人用手旋转轴承,进行听检校验,检查是否存在压痕异响或异物异响。排除压痕异响和异物异响之后,还需要进行动力运转检验,检验在没有负荷作用到有负荷作用,并在慢慢提速的过程中, 是否会存在润滑油泄露的情况,如果出现问题应该及时进行检修。
以上轴承检查环节基本做到了对不同运行状态下轴承健康状况的全面掌握,通过检查也可看出轧机轴承的故障多发且在实际检修过程中存在较大的安全疏漏,只有更加全面细致地完善轧机轴承的检修与保养,才能保证轧机在实际使用过程中尽可能少出现故障。
焦作君航机电科技有限公司公司本着质量、拼搏创新、以高起点、高质量的产品。公司本着用户、诚信服务、以高起点、率,坚持以客户为中心,售前做到咨询、合理建议、科学方案,做到质量跟踪、客户档案、维护。
http://zzyh0371.cn.b2b168.com